




Czy połyskomierze zapewniają dokładne wyniki? Część I
Połysk zwierciadlany, zgodnie z definicją normy PN-EN ISO 2813, jest to "stosunek strumieni świetlnych odbitych zwierciadlanie od próbki i powierzchni szklanej o współczynniku załamania światła 1,567, w określonym kącie rozwarcia szczeliny obrazu źródła światła i odbiornika" (pkt 3.1 normy). Połysk jako cecha wizualna był oceniany przez ludzi zawsze, jednakże w produkcji przemysłowej trudno opierać się na subiektywnej ocenie obserwatora oraz jego indywidualnych predyspozycjach jako na powszechnym standardzie kontroli jakości. W związku z tym pracowano nad urządzeniem do zunifikowanego pomiaru połysku, a podstawą do tego były XIX-wieczne odkrycia Augustina Fresnela. Połyskomierze na skalę przemysłową stały się popularne w latach 70. XX w. Wielu producentów zaczęło produkować tego typu urządzenia, udoskonalając ich jakość i parametry techniczne. Wartość wyników mierzonych przez połyskomierz zależna jest od jakości pomiarowej przyrządu oraz od jakości i dokładności wzorca kalibracyjnego stanowiącego integralną część urządzenia. Dokładność wzorca kalibracyjnego determinuje dokładność każdego pomiaru wykonywanego tym przyrządem. Współcześnie na rynku jest dostępnych wiele połyskomierzy różnych producentów. Zadziwiające jednak jest to, że żaden z nich (nawet ci najbardziej renomowani) nie podają w specyfikacji technicznej parametru dokładności urządzenia. Zamiast tego producenci posługują się pojęciami powtarzalności (repeatability) i odtwarzalności (reproducibility), oznaczanymi często jako metoda R&R. Powtarzalność to stopień zgodności wyników kolejnych pomiarów tej samej próbki tym samym przyrządem w dokładnie tych samych warunkach pomiarowych. Odtwarzalność natomiast to stopień zgodności wyników pomiarów tej samej próbki w zmienionych warunkach pomiarowych. Jakkolwiek parametry R&R są w stanie określić jakość metrologiczną urządzenia, to żaden z nich nie daje jednak informacji o dokładności urządzenia, czyli stopniu zgodności wyników pomiarów tej samej próbki z wartością rzeczywistą parametru mierzonego. Wynika to z faktu, że dokładność odnosi się do wartości rzeczywistej, obiektywnej i jednoznacznie określonej.
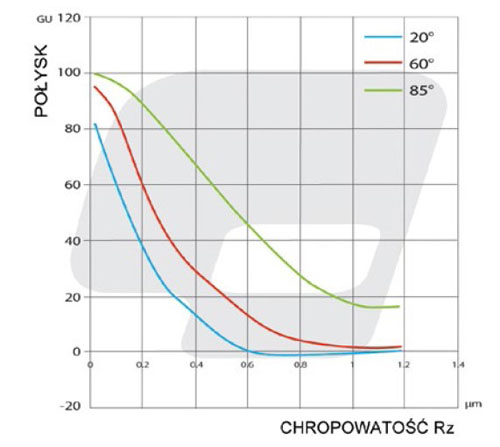
Niestety, z wartością obiektywną i jednoznaczną w przypadku połysku nie jest tak łatwo. Abyśmy mogli mówić o wartościach rzeczywistych, musiałby istnieć zdefiniowany wzorzec jednostki połysku powszechnie przyjęty jako obowiązująca jednostka. Taki wzorzec nie istnieje. Na przykład podczas pomiarów grubości powłok lakierniczych wykorzystujemy różne przyrządy o różnej klasie i dokładności, ale wszystkie one posługują się powszechnie obowiązującą jednostką jaką jest metr, a właściwie jego milionowa część, czyli mikrometr. W związku z tym możemy sprawdzać urządzenia na wzorcach o znanej grubości i weryfikować ich dokładność. W przypadku połyskomierzy nie możemy tego zrobić. Połysk w normie zdefiniowany jest na dwóch wartościach: wzorcu zerowym (teoretycznie nieodbijającym światła pomiarowego) oraz na wzorcu połysku o wartości 100 (dla czarnego wypolerowanego szkła o współczynniku załamania światła 1,567). Wartość tego parametru w przypadku różnych kątów padania światła i różnych współczynników załamania światła można zmieniać w oparciu o równanie Fresnela, co podaje tablica 2 normy PN-EN ISO 2813. Gdyby istniał jeden obowiązujący pierwotny standard połysku, to mógłby on być wyjściem dla spójności pomiarowej wszystkich innych urządzeń i wzorców. Niestety, taki standard nie istnieje. W obecnie obowiązującej praktyce spójność pomiarową wywodzi się od dwóch wzorców o różnych właściwościach optycznych: jeden w NIST, USA a drugi w BAM, Niemcy. Temat komplikuje fakt, że od 15 lat nie było wzajemnego porównania czy sprawdzenia wzorców przez te dwa wiodące laboratoria. Ponadto, NIST odnosi się do normy ASTM D523, w której długość fali świetlnej określona jest na 589,3 nm, linia spektralna jest typu D1 (Na), współczynnik załamania światła 1,567, a wykończenie powierzchni zdefiniowane jako "mocno wypolerowane". BAM natomiast odnosi się do normy ISO 2813, w której długość fali świetlnej określona jest na 587,6 nm, współczynnik załamania 1,567, linia spektralna typu d (He), a wykończenie powierzchni "wypolerowane na wysoki połysk". W szczególności parametr wykończenia powierzchni jest mocno dyskusyjny. Rys. 1 przedstawia zależność między połyskiem a chropowatością dla tej samej czarnej próbki kalibracyjnej.








Komentarze (0)